Cooling and Layer Times
![]() This page is compatible with all printers.
This page is compatible with all printers.
Table of contents
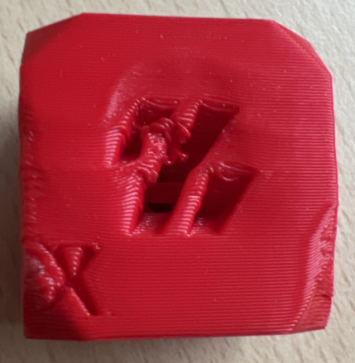
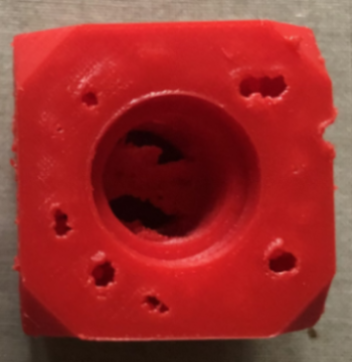
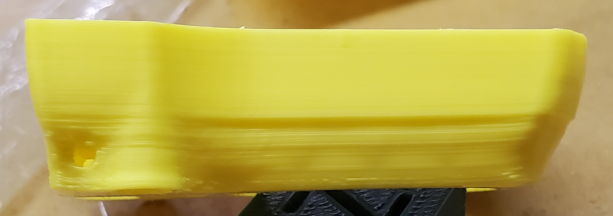
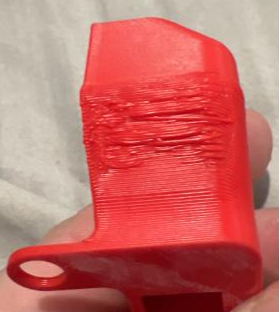
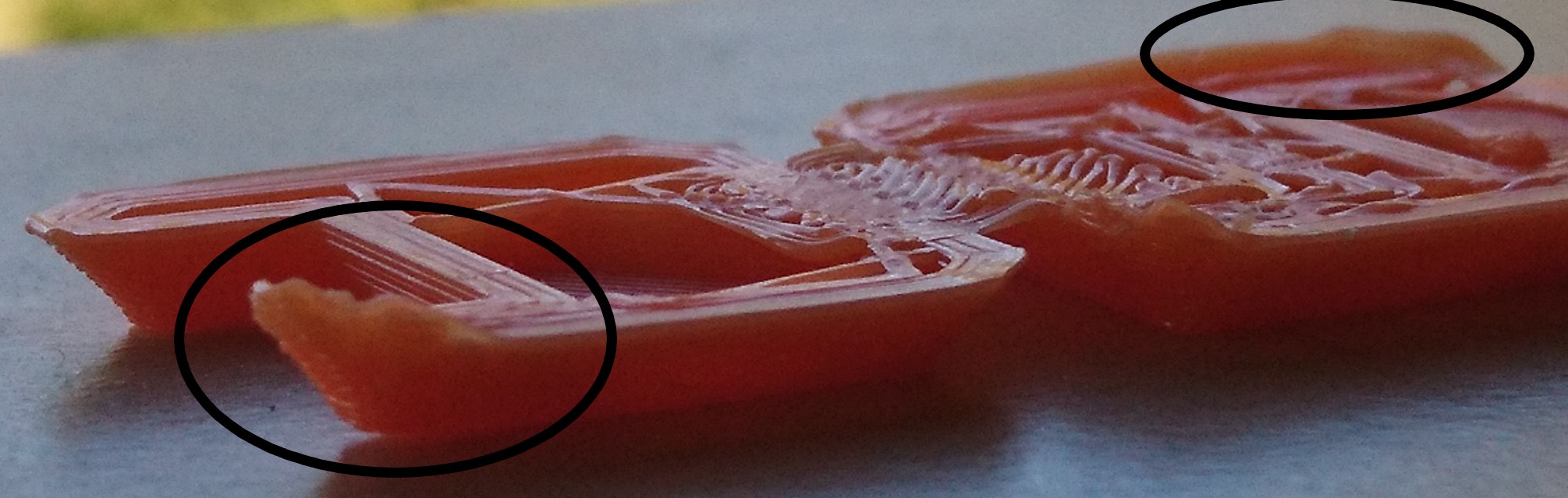
Signs of Overheating

How to Fix It
Increase Fan Speeds
PLA
- PLA is very resistant to cooling. For the most part - the more cooling, the better.
Excessive cooling can moderately reduce part strength, however.
ABS & Other Shrinking Materials
- People often start printing by ABS with no cooling. While this is valid advice for unenclosed printers, it’s not a universal rule. ABS often needs some cooling, especially in an enclosure.
- You probably need higher fan speeds than you think.
- The higher your chamber temperature is, the higher fan speeds you will need.
- For example I run AB-BN (5015 fan mod) and have a 63C chamber.
- For large plates, I use 40-50% fan.
- For small plates, I may use up to 80% fan.
- For single small objects, I may use up to 100% fan.
- For example I run AB-BN (5015 fan mod) and have a 63C chamber.
- I generally recommend using constant fan speeds when possible. Varying fan speeds during a print will cause inconsistent layers and banding. Otherwise some layers cool and shrink faster than others.
- For very large objects, however, you may want to be more conservative with cooling. Large objects are much more prone to warping.
- This is the only time I might use differing fan speeds. Lower fan speeds for the majority of the print, with higher fan speeds for overhangs.
- For very large objects, however, you may want to be more conservative with cooling. Large objects are much more prone to warping.
- If your prints are curling away from the bed even at low fan speeds, it may actually be a
 build surface adhesion issue.
build surface adhesion issue.
Increase Layer Times
-
This can be forced in the slicer using “minimum layer time” / “layer time goal” / “slow down if layer print time is below”. This will slow down your print speed to ensure each layer takes at least X amount of time.
-
These settings are located under filament > cooling settings in PS/SS.
- You can use ctrl+f to find settings by name.
-
I set this to a minimum of 15 seconds for ABS. For unenclosed filaments (PLA/PETG), you can generally use lower.
-
-
This essentially slows down the print for very short/small layers, allowing each layer adequate time to cool.
-
When layer times are too short, they do not have enough time to properly cool. You will then be printing on top of layers that are still soft.
Give Objects Some Break Time Between Layers
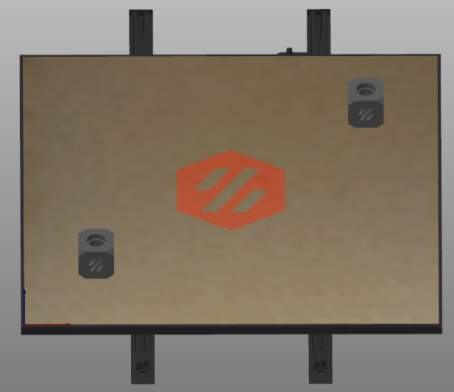
- You can achieve this by printing more objects at once, and spreading them out.
-
-
This allows each object some “break time” between layers. Otherwise you are pumping more and more heat into the object before the previous layer has had a chance to fully solidify.
-
You can also lower travel speeds or even print sacrificial objects to buy more time.
-
