Passing Slicer Variables to a Macro
![]() This page is compatible with Klipper only.
This page is compatible with Klipper only.
Table of contents
This section will demonstrate passing temperature variables to PRINT_START.
This method can be used for other slicer variables too, not just temperatures / heating commands.
- The available variables are not always published, however, so you sometimes need to dig around to find the names of them.
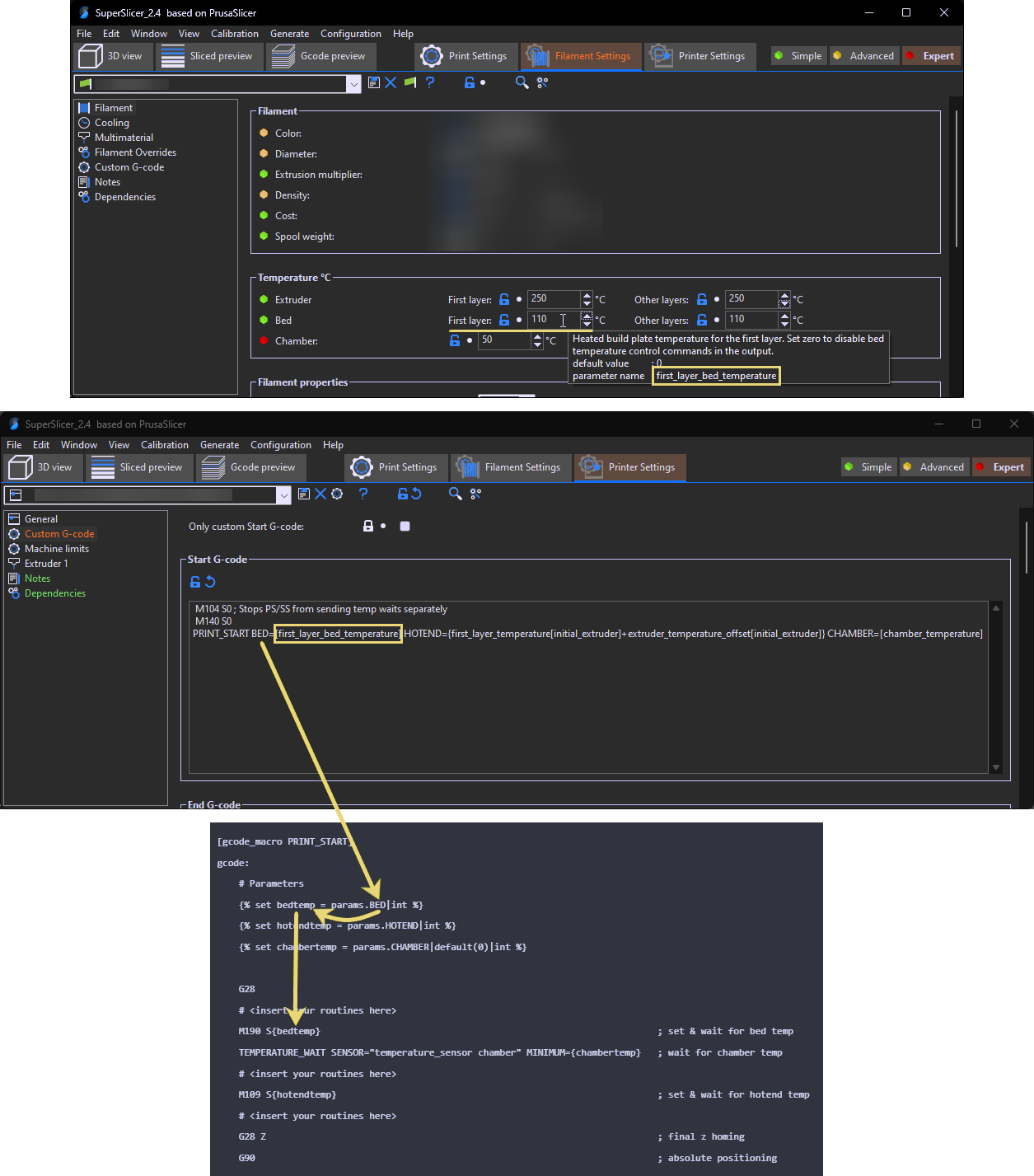
- In SuperSlicer / Prusa Slicer, you can find many of the variable names in the hover text of each setting.
- Others can be found in the .ini files. Either export the profile or look in the appdata folders:
- %APPDATA%\SuperSlicer
- %APPDATA%\PrusaSlicer
- Others can be found in the .ini files. Either export the profile or look in the appdata folders:
- In SuperSlicer / Prusa Slicer, you can find many of the variable names in the hover text of each setting.
- SuperSlicer now has support for
 custom variables.
custom variables.
Passing Temperatures
By default, slicers will put heating commands either entirely before or after PRINT_START. You have to pass the temps TO PRINT_START in order to control when they happen. For example I don’t want my nozzle to heat until the very end so it’s not oozing during QGL, mesh etc.
If you don’t use a chamber thermistor, just remove/comment out the chamber stuff.
Example Macro
This macro is a template. You will have to add things like G32,QUAD_GANTRY_LEVEL,BED_MESH_CALIBRATE, or whatever other routines that you need to run during your PRINT_START.
Parameters and variables are both case sensitive.
[gcode_macro PRINT_START]
gcode:
# Parameters
{% set bedtemp = params.BED|int %}
{% set hotendtemp = params.HOTEND|int %}
{% set chambertemp = params.CHAMBER|default(0)|int %}
G28
# <insert your routines here>
M190 S{bedtemp} ; set & wait for bed temp
TEMPERATURE_WAIT SENSOR="temperature_sensor chamber" MINIMUM={chambertemp} ; wait for chamber temp
# <insert your routines here>
M109 S{hotendtemp} ; set & wait for hotend temp
# <insert your routines here>
G28 Z ; final z homing
G90 ; absolute positioning
This would now be run like PRINT_START BED=110 HOTEND=240 CHAMBER=50. Chamber defaults to 0 if not specified*.
* I wouldn’t recommend setting defaults for bed & hotend temp. You want your macro to fail if your slicer does not correctly pass those temperatures.
Parameters
The “Parameters” section at the beginning takes the arguments (parameters) being passed to the macro (right side) and saves each to its own runtime variable (left side).
This way, we only have to set the data type (int, float, string, etc) and set any defaults once. This allows for easy reuse in the rest of the macro. It also consolidates all of your parameters and defaults into one place for easy readability/sharing.
You can technically forgo the parameter setup section entirely and just pass the parameters directly (for example M190 S{params.BED|int}).
It’s a preference, but I think it’s better practice to do it this way.
These variables are discarded once the macro finishes. You can set up persistent/global variables, but that’s another topic.
Slicer Start G-code
Don’t split any of these lines.
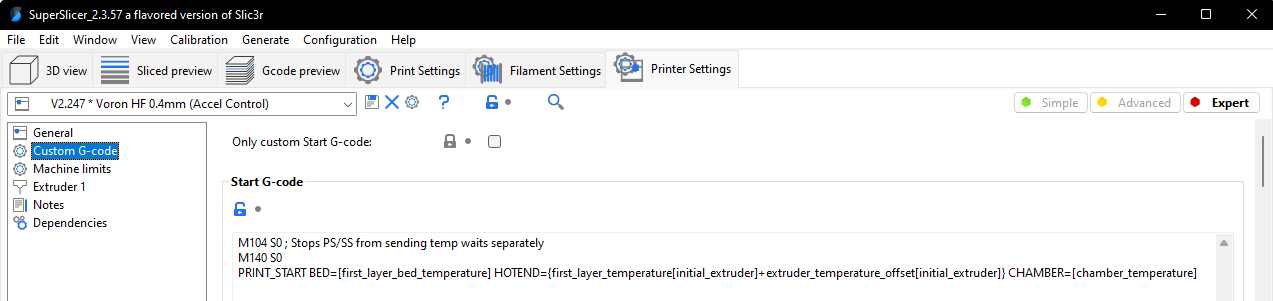
SuperSlicer
(3 lines)
M104 S0 ; Stops PS/SS from sending temp waits separately
M140 S0
PRINT_START BED=[first_layer_bed_temperature] HOTEND={first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} CHAMBER=[chamber_temperature]
Prusa Slicer
(3 lines)
Prusa Slicer doesn’t support chamber temp.
M104 S0 ; Stops PS/SS from sending temp waits separately
M140 S0
PRINT_START BED=[first_layer_bed_temperature] HOTEND=[first_layer_temperature[initial_extruder]]

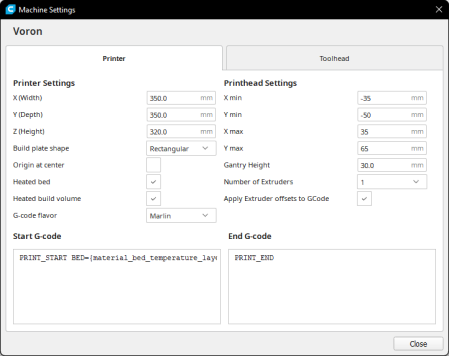
Cura
(1 line)
PRINT_START BED={material_bed_temperature_layer_0} HOTEND={material_print_temperature_layer_0} CHAMBER={build_volume_temperature}
Visualization
It’s understandably hard to wrap your head around at first. Maybe a visualization will help clear things up: