Pause/Resume, Filament Swaps & Sensors
![]() Macros are compatible with Klipper only.
Macros are compatible with Klipper only.
You need
[pause_resume]specified in your config to be able to use these.
Table of contents
Pause / Resume
My pause/resume macros work as a pair. One will not work properly without the other.
Features
- On pause, moves the toolhead (z hops) up by 10mm, then moves the toolhead to the front for easy loading/unloading.
- Will not z hop if this exceeds your max Z height.
- Will not allow you to accidentally execute pause or resume twice.
- Allows you to take other actions during the pause without messing anything up.
- You can move toolhead around during the pause, run load/unload filament macros etc. It will automatically return to its original position before resuming.
- It also automatically restores your gcode state (absolute vs relative extrusion mode, etc), should it be changed during the pause by another macro.
- Primes the nozzle while traveling back to resume the print, wiping the excess along the way. This just results in one little string to pick off.
- Sets the idle timeout to 12 hours during the pause, and returns it to your configured value upon resume.
- Turns off your filament sensor during the pause, so it doesn’t trip and run its runout gcode again while you’re already paused.
-
Turns off the hotend during the pause, and turns it back on for the resume.*
-
* *I highly advise keeping this functionality, even though it can be a bit annoying at times. It’s a safety feature. It stops your hotend from cooking all night waiting for you to come and swap filament. And with a smart filament sensor, it can even sometimes catch heat creep clogs should your hotend fan fail.*
-
It’s probably okay to leave the hotend on during a non-runout filament change (M600) if you plan to be near your printer. If you want to do that, you can duplicate the macro to M600 (rather than just having M600 as an alias for pause) and comment that part out.
-
Some things are commented out that rely on other macros. You can uncomment them if you choose to use those other macros.
*I use a ![]() BTT Smart Filament Sensor (also on Amazon), and highly recommend it, as it can catch skipping and jams, not just runouts. It has saved a *lot* of prints for me, often due to partial nozzle clogs that are causing extruder skipping. Just don’t forget the pullup on the pin (
BTT Smart Filament Sensor (also on Amazon), and highly recommend it, as it can catch skipping and jams, not just runouts. It has saved a *lot* of prints for me, often due to partial nozzle clogs that are causing extruder skipping. Just don’t forget the pullup on the pin (^)!!*
Pause
If you use a filament sensor, put its name in the SET_FILAMENT_SENSOR command. Otherwise, comment that out.
If you want your toolhead to park somewhere other than front center, modify the X/Y coordinates in the last G1 command.
[gcode_macro PAUSE]
rename_existing: BASE_PAUSE
gcode:
# Parameters
{% set z = params.Z|default(10)|int %} ; z hop amount
{% if printer['pause_resume'].is_paused|int == 0 %}
SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} ; set z hop variable for reference in resume macro
SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} ; set hotend temp variable for reference in resume macro
SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=0 ; disable filament sensor
SAVE_GCODE_STATE NAME=PAUSE ; save current print position for resume
BASE_PAUSE ; pause print
{% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} ; check that zhop doesn't exceed z max
G91 ; relative positioning
G1 Z{z} F900 ; raise Z up by z hop amount
{% else %}
{ action_respond_info("Pause zhop exceeds maximum Z height.") } ; if z max is exceeded, show message and set zhop value for resume to 0
SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0
{% endif %}
G90 ; absolute positioning
G1 X{printer.toolhead.axis_maximum.x/2} Y{printer.toolhead.axis_minimum.y+5} F6000 ; park toolhead at front center
SAVE_GCODE_STATE NAME=PAUSEPARK ; save parked position in case toolhead is moved during the pause (otherwise the return zhop can error)
M104 S0 ; turn off hotend
SET_IDLE_TIMEOUT TIMEOUT=43200 ; set timeout to 12 hours
{% endif %}
Resume
This resume macro will move directly back to its previous position.
If using “complete individual objects” or “one at a time” in your slicer, ensure that the objects are printed from back to front on the build plate to avoid collisions on the return.
If you use a filament sensor, put its name in the SET_FILAMENT_SENSOR command. Otherwise, comment that out.
[gcode_macro RESUME]
rename_existing: BASE_RESUME
variable_zhop: 0
variable_etemp: 0
gcode:
# Parameters
{% set e = params.E|default(2.5)|int %} ; hotend prime amount (in mm)
{% if printer['pause_resume'].is_paused|int == 1 %}
SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=1 ; enable filament sensor
#INITIAL_RGB ; reset LCD color
SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} ; set timeout back to configured value
{% if etemp > 0 %}
M109 S{etemp|int} ; wait for hotend to heat back up
{% endif %}
RESTORE_GCODE_STATE NAME=PAUSEPARK MOVE=1 MOVE_SPEED=100 ; go back to parked position in case toolhead was moved during pause (otherwise the return zhop can error)
G91 ; relative positioning
M83 ; relative extruder positioning
{% if printer[printer.toolhead.extruder].temperature >= printer.configfile.settings.extruder.min_extrude_temp %}
G1 Z{zhop * -1} E{e} F900 ; prime nozzle by E, lower Z back down
{% else %}
G1 Z{zhop * -1} F900 ; lower Z back down without priming (just in case we are testing the macro with cold hotend)
{% endif %}
RESTORE_GCODE_STATE NAME=PAUSE MOVE=1 MOVE_SPEED=60 ; restore position
BASE_RESUME ; resume print
{% endif %}
Cancel
Clears any pause and runs PRINT_END macro.
[gcode_macro CANCEL_PRINT]
rename_existing: BASE_CANCEL_PRINT
gcode:
SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} ; set timeout back to configured value
CLEAR_PAUSE
SDCARD_RESET_FILE
PRINT_END
BASE_CANCEL_PRINT
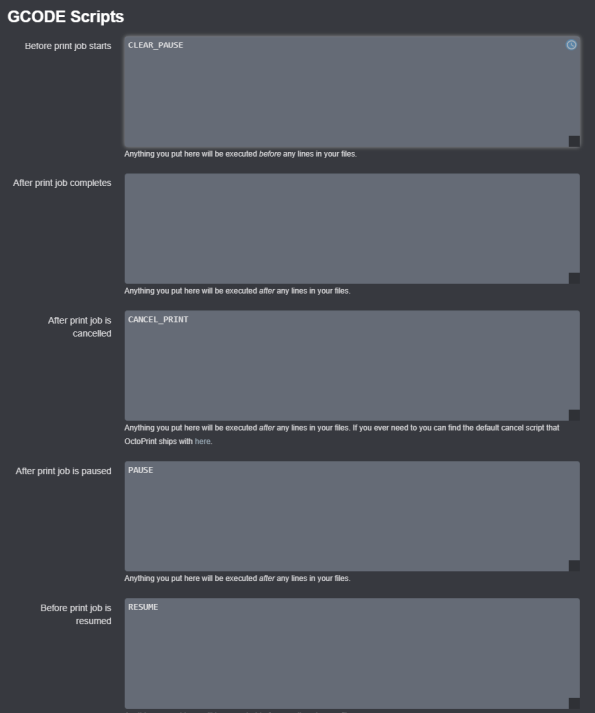
Octoprint Configuration
If you use Octoprint, put these in your “GCODE Script” section to enable the UI buttons to work properly.
M600 (Filament Change) Alias
This allows your pause to work natively with slicers that insert M600 for color changes. This just calls the pause macro (above).
[gcode_macro M600]
gcode:
#LCDRGB R=0 G=1 B=0 ; Turn LCD green
PAUSE ; Pause
Example Filament Sensor Config
Connect your filament sensor to any free endstop port, and update switch_pin in the below configs accordingly. Don’t forget the pullup (^) on the pin or you may get false positives.
Basic Filament Switch Sensor
[filament_switch_sensor filament_sensor]
switch_pin: ^P1.24
pause_on_runout: True
insert_gcode:
M117 Insert Detected
runout_gcode:
M117 Runout Detected
#LCDRGB R=1 G=0 B=0 # Turn LCD red
#BEEP I=12
Smart Filament Sensor
Adjust detection_length to change the sensitivity. The BTT sensor “ticks” every 7mm. I recommend starting with 10mm to prevent false positives from flow dropoff, bowden slack, etc.
Note that a smart filament sensor only works when the filament is moving (or not) during extrusion.
![]() Testing with
Testing with QUERY_FILAMENT_SENSOR may not work how you expect.
Test by releasing filament drive tension or grabbing/cutting the filament during a print.
[filament_motion_sensor filament_sensor]
detection_length: 10
extruder: extruder
switch_pin: ^P1.24
pause_on_runout: True
insert_gcode:
M117 Insert Detected
runout_gcode:
M117 Runout Detected
#LCDRGB R=1 G=0 B=0 # Turn LCD red
#BEEP I=12
Filament Sensor Management
This disables the filament sensor 1 second after startup. This prevents it from tripping constantly while you’re just loading filament, doing testing or maintenance, etc.
Put your filament sensor’s name after SENSOR=.
[delayed_gcode DISABLEFILAMENTSENSOR]
initial_duration: 1
gcode:
SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=0
Then:
- Put
SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=1in yourPRINT_START/resume macros. - Put
SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=0in yourPRINT_END/pause/cancel macros.
The above pause/resume/cancel macros have this already. Just update the sensor name.