Extruder Skipping
![]() The concepts on this page is relevant to all printers, but certain parts are tailored to Voron printers.
The concepts on this page is relevant to all printers, but certain parts are tailored to Voron printers.
These skips will typically be wider than ![]() pockmarks.
pockmarks.
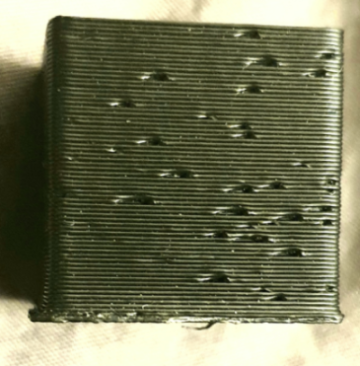


Skipping below top layer:

-
Try a new nozzle. It’s often just a partial nozzle clog.
-
Don’t burn an entire day troubleshooting when you could spend 30 minutes rebuilding your extruder.
-
If you are printing PLA, don’t do it in an enclosure. Enclosure temps can easily get hot enough to soften PLA in the extruder/heatbreak and cause endless jams. Open your chamber door - or better yet, take the panels/enclosure off entirely.
- Mark a line on your extruder motor shaft with a sharpie (on the back side of the motor). Observe what it’s doing while the issue is occuring.
- Shuddering: A wiring issue or mechanical resistance.
- Not moving at all: A wiring or electrical issue, or stepper driver overheating.
- Rotating normally: Either the filament isn’t gripping properly, or a grub screw has come loose.
- If it occurs mainly on the first layer, ensure that you are not printing with
 too much squish or with too much first layer flow.
too much squish or with too much first layer flow. - Ensure that your filament gear tension (usually a spring tensioner screw) is not too tight or too loose.
- Yank on the filament and keep tightening the tensioner screw until it stops slipping. Tighten it a little extra, maybe 1-2 turns. Too tight will cause skipping, and too loose will cause filament stripping.
-
Use a reverse bowden tube* with direct drive, and ensure that there is not too much resistance coming from the spool.
-
*Reverse bowden tubes go from the direct drive extruder back to the spool (and should be fixed at the spool side), and prevent fast toolhead movements from yanking the filament.
- Use a 3mm inner diameter tube. 1.9mm/2mm ID tubes are more restrictive.
- Ensure that it doesn’t have any kinks.
- Ensure that your spool is not catching on anything as it rotates.
- If you are pulling from a dry box, try without.
- For Voron spool holders, make sure you have the PTFE tube piece installed to lessen friction.
- If your bowden tube is FEP or another material, try real PTFE instead.
-
- For Voron direct drive toolheads, ensure that you have the short piece of PTFE tubing installed between the clockwork and the hotend.
- Make sure it is not too long or too short. You should trim it down until it just fits without compressing the tube.
- Ensure that there are no issues with your hotend fan.
- Ensure that your hotend fan is running and is not stopping/starting during printing from a wiring issue.
-
Also ensure that your hotend fan is running at 100%.
- Some vendor githubs have the
[heater_fan hotend_fan]’smax_powersetting at 0.4 (40%) for some reason. - Ensure that you are running it at the correct voltage.
- Some vendor githubs have the
- Ensure that your hotend thermistor is correct in your config and that you are not using temps that are too low.
- Ensure that your retraction distance is not too high.
- The default Cura profile uses a high retraction distance, as it is configured for bowden.
- You should generally use a maximum of 1mm for direct drive.
- With the filament latch open, try extruding by hand. It should be easy.
If there is much resistance, figure out where it is coming from:- You may need to drill out the filament path in the printed parts.
- Your nozzle may be partially clogged.
- See if extruded plastic is shooting out to the side instead of straight down when extruding in mid-air.
- Unclog it using a cold pull or nozzle cleaning needles.
- Try a new nozzle.
- Your heatbreak may be partially clogged.
- Remove the nozzle, cool the hotend, and try pushing fresh filament through it. Make sure to cut off the bulged tip. If there is resistance:
- Unload the filament and remove the nozzle.
- Get access to the top of the hotend (you may need to either remove the hotend or the clockwork).
- Shine a light through the hotend and look into the other side. See if there is any plastic stuck against the walls of the heatbreak or heatsink. If it is obstructed:
- Unplug the hotend fan.
- Heat the hotend up to your normal printing temp for that filament.
- We are purposefully inducing heat creep to soften the plastic in the heatbreak.
- Push a long, thin (<=1.8mm) allen key or similar through the top side of the hotend to push the obstruction out of the bottom.
-
 Turn off the hotend as soon as you have freed the obstruction.
Turn off the hotend as soon as you have freed the obstruction. - If you let it cook without cooling for a long time, it will eventually start to soften the printed hotend mounting.
- Be careful - don’t burn yourself!
- Remove the nozzle, cool the hotend, and try pushing fresh filament through it. Make sure to cut off the bulged tip. If there is resistance:
- Ensure that you are using the correct
run_currentfor your motor. Too high or too low can both cause skipping.- As a general rule, don’t exceed 50-60% of the rated current of your motor as your
run_current. Some motors like more or less current, though, so your best bet would be to look at the stock configs or to ask in Discord. -
Clockwork 2 / Galileo / Orbiter:
-
There is some confusion about different motor models.
- If you have the 20mm 1a LDO motor, try ~0.65a.
- If you have the 17mm 1a LDO motor, try 0.35-0.4a.
-
- As a general rule, don’t exceed 50-60% of the rated current of your motor as your
- Check your extruder motor and hotend fan’s crimps and wiring.
- Check the volumetric speed preview in your slicer. See if it is high for your particular hotend. Or see here to determine your maximum.
- If you are exceeding hotend limits, try lowering your volumetric speed limit in your slicer (PS/SS) or reducing line widths / layer heights / speed (other slicers) until you are under the limit.
- Try rotating the extruder (if possible) without filament loaded. It should be easy.
- If you’re still using Afterburner, try using a cooling mod, like the AB-BN. It optimizes hotend cooling and can help with heat creep issues. Or upgrade to Stealthburner.
- Try lowering your extruder motor’s microstepping and disabling interpolation (and stealthchop if you have it on, which you shouldn’t).
- Take out the motor, and see how powerful it feels. See if you can stop it easily with your fingers. This may indicate a bad motor or bad wiring.
Clockwork 1
- Try turning the plastic gear with your finger with the motor turned off and filament unloaded. It should be relatively easy. If there is too much resistance:
- Ensure that you have a small amount of backlash in the plastic gear.
- If they are pushed together too hard, it will cause resistance.
- Ensure that your drive shaft is not rubbing against the motor:
- A little cheat I have heard here is to test continuity between the drive shaft and the motor. Test throughout the full rotation.
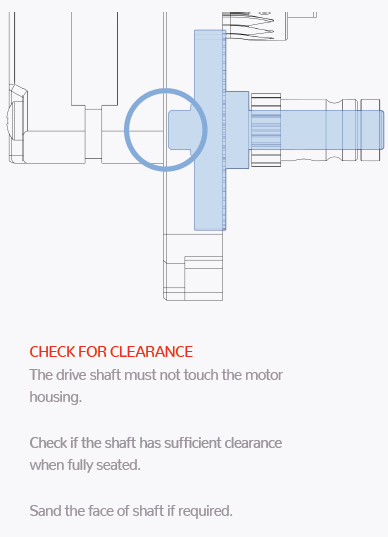
- Ensure that you have a small amount of